តើអ្នកគ្រប់គ្រងវិស្វកម្មត្រូវបានបង្កើតឡើងយ៉ាងដូចម្តេច?
មាតិកា
អ្នកគ្រប់គ្រងដែក ដែកវណ្ណះ និងអាលុយមីញ៉ូម | |
| ដំណើរការសំខាន់ៗដែលគែមត្រង់របស់ដែកអាចឆ្លងកាត់ដើម្បីធ្វើឱ្យពួកវាកាន់តែសមស្របសម្រាប់ការងាររបស់ពួកគេគឺ: ការព្យាបាលកំដៅ កំដៅ រុះរើ កិន និងលាង។ ជារឿយៗគែមត្រង់របស់ដែកត្រូវបានបោះទៅជារូបរាងទាំងមូលដែលចង់បាន ហើយបន្ទាប់មកផ្ទៃការងាររបស់វាត្រូវបានបញ្ចប់ដោយការកិន កិន ឬលាប។ | |
| អាលុយមីញ៉ូមជាញឹកញាប់ត្រូវបាន extruded ព្រោះវាអាចជាមធ្យោបាយលឿននិងសន្សំសំចៃក្នុងការផលិតរបស់របរ។ ទោះជាយ៉ាងណាក៏ដោយ បន្ទាត់អាលុយមីញ៉ូមដែលលាតសន្ធឹងនឹងត្រូវការម៉ាស៊ីនស្រដៀងទៅនឹងបន្ទាត់ដែកវណ្ណះ ដើម្បីសម្រេចបាននូវភាពជាក់លាក់ដែលត្រូវការសម្រាប់ countertop ។ |
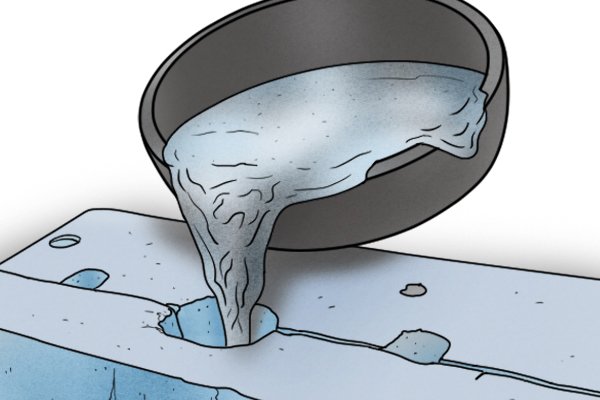
 | ការខាស។ការ Casting គឺជាដំណើរការផលិតដែលពាក់ព័ន្ធនឹងការចាក់លោហៈធាតុរលាយចូលទៅក្នុងផ្សិត ដែលវាត្រជាក់ និងបង្កើតជាទម្រង់ផ្សិត។ តាមរបៀបនេះទម្រង់ស្មុគស្មាញជាច្រើនអាចត្រូវបានធ្វើឡើង។ ការខាសអាចកាត់បន្ថយ ឬក្នុងករណីខ្លះ លុបបំបាត់បរិមាណម៉ាស៊ីនដែលផ្នែកមួយត្រូវការ។ នេះត្រូវបានធ្វើជាញឹកញាប់បំផុតនៅក្នុងដែកទោះបីជាដែកនិងអាលុយមីញ៉ូមក៏អាចត្រូវបានគេដេញផងដែរ។ |
 | ការព្យាបាលកំដៅការព្យាបាលកំដៅ និងកំដៅគឺជាដំណើរការផលិតដែលប្រើដើម្បីផ្លាស់ប្តូរលក្ខណៈសម្បត្តិរូបវន្តនៃលោហៈ និងវត្ថុធាតុផ្សេងទៀត។ ការព្យាបាលកំដៅមាននៅក្នុងការកំដៅលោហៈទៅសីតុណ្ហភាពខ្ពស់ខ្លាំងហើយបន្ទាប់មកធ្វើឱ្យវារឹង (ការធ្វើឱ្យត្រជាក់យ៉ាងឆាប់រហ័ស) ។ នេះបង្កើនភាពរឹងរបស់លោហៈប៉ុន្តែក្នុងពេលតែមួយធ្វើឱ្យវាកាន់តែផុយ។ |
 | ហ្សាកាល់Tempering ត្រូវបានអនុវត្តបន្ទាប់ពីការព្យាបាលកំដៅហើយក៏រួមបញ្ចូលកំដៅលោហៈផងដែរប៉ុន្តែនៅសីតុណ្ហភាពទាបជាងតម្រូវការក្នុងកំឡុងពេលព្យាបាលកំដៅបន្ទាប់មកដោយត្រជាក់យឺត។ ការឡើងរឹងកាត់បន្ថយភាពរឹង និងភាពផុយរបស់លោហៈ បង្កើនភាពរឹងរបស់វា។ តាមរយៈការគ្រប់គ្រងសីតុណ្ហភាពដែលលោហៈត្រូវបានកំដៅកំឡុងពេលកំដៅ តុល្យភាពចុងក្រោយរវាងភាពរឹងនិងភាពរឹងរបស់លោហៈអាចត្រូវបានផ្លាស់ប្តូរ។ |
 | ការបន្ថែមExtrusion គឺជាបច្ចេកទេសផលិតផ្សិតចាក់ដែលសម្ភារៈត្រូវបានបង្កើតឡើងដោយកណ្តាប់ដៃដែលបង្ខំឱ្យលោហៈឆ្លងកាត់ការស្លាប់។ ម៉ាទ្រីសមានរូបរាងដែលផ្តល់នូវរូបរាងផ្នែកឆ្លងកាត់ដែលចង់បាននៃស្នាដៃដែលបានបញ្ចប់។ រហូតមកដល់ពេលនេះអាលុយមីញ៉ូមគឺជាសម្ភារៈទូទៅបំផុតដែលត្រូវបានប្រើនៅក្នុងការផលិត extruded ។ |
ក្រានីតរលោង | |
 | អ្នកគ្រប់គ្រងថ្មក្រានីតរបស់វិស្វករត្រូវបានកាត់ជាដំបូងពីប្លុកធំនៃថ្មក្រានីត។ នេះត្រូវបានធ្វើជាមួយ saws ត្រជាក់ទឹក។ នៅពេលដែលរូបរាងទាំងមូលត្រូវបានសម្រេច ការបញ្ចប់ និងភាពជាក់លាក់ដែលត្រូវការសម្រាប់ប្រើជាអ្នកគ្រប់គ្រងផ្នែកវិស្វកម្មត្រូវបានសម្រេចដោយការកិន កោស ឬការគៀប។ |
 | កិនការកិនគឺជាដំណើរការនៃការប្រើប្រាស់កង់កិនដែលជាប់ស្អិតដែលបង្កើតឡើងដោយភាគល្អិតសំណឹក ដើម្បីយកសម្ភារៈចេញពីកន្លែងធ្វើការ។ កង់កិនគឺជាថាសដែលបង្វិលក្នុងល្បឿនលឿន ហើយដុំការងារឆ្លងកាត់តាមមុខចំហៀង ឬផ្ទៃនៃរង្វង់។ ការកិនអាចត្រូវបានធ្វើដោយឌីសដែលមានទំហំគ្រើមពី 8 (គ្រើម) ដល់ 250 (ល្អណាស់) ។ ទំហំគ្រាប់ធញ្ញជាតិកាន់តែល្អ គុណភាពផ្ទៃនៃការងារកាន់តែប្រសើរ។ |
 | សម្អាតការកិនគឺជាដំណើរការមួយដែលផ្ទៃនៃ workpiece ត្រូវបាន skimmed ចេញពីការព្យាករដើម្បីទទួលបានផ្ទៃដែលបានបញ្ចប់ផ្ទះល្វែងមួយ។ ការកិនអាចត្រូវបានធ្វើនៅលើផ្នែកដែកណាមួយដែលត្រូវការផ្ទៃរាបស្មើ។ |
 | សម្ពាធLapping គឺជាដំណើរការបញ្ចប់ដែលប្រើក្នុងការផលិត ដើម្បីផលិតភាពរលោង និងរាបស្មើនៅលើផលិតផលដែលបានបញ្ចប់។ Lapping ជាប់ពាក់ព័ន្ធនឹងសមាសធាតុ lapping ដែលមានភាគល្អិតសំណឹក និងប្រេងដែលត្រូវបានដាក់នៅចន្លោះផ្ទៃនៃ workpiece និងឧបករណ៍ lapping ។ បនា្ទាប់មកឧបករណ៍ lapping ត្រូវបានផ្លាស់ទីពីលើផ្ទៃនៃ workpiece ។ |
 | លក្ខណៈនៃការបិទភ្ជាប់ដែលមានសំណឹកនឹងលុបបំបាត់ភាពមិនល្អឥតខ្ចោះនៅលើផ្ទៃនៃស្នាដៃ ហើយបង្កើតបានភាពច្បាស់លាស់ និងរលោង។ ប្រភេទសំណឹកទូទៅបំផុតដែលប្រើក្នុងការបិទភ្ជាប់គឺអាលុយមីញ៉ូមអុកស៊ីដ និងស៊ីលីកុនកាបូន ដែលមានទំហំគ្រើមចាប់ពី ៣០០ ទៅ ៦០០។ |
ការបូមខ្សាច់ ឬការគាស់? | |
 | ការកិនមិនផ្តល់ផ្ទៃរលោងដូចជាការបិតឬការបូមខ្សាច់ទេ។ ការកោសអាចត្រូវបានអនុវត្តតែលើចន្លោះដែក ដូច្នេះវាមិនអាចប្រើដើម្បីបង្កើតគែមត្រង់ថ្មក្រានីតបានទេ។ ទំហំនៃគែមត្រង់នឹងកំណត់ថាតើការរើសអេតចាយ ឬការបិតបង្កើតគែមត្រង់ដែលមានគុណភាពល្អជាង។ តាមក្បួនទូទៅ ការរើសអេតចាយមានភាពត្រឹមត្រូវជាងការកាត់ប្រវែងវែង ប៉ុន្តែវិធីតែមួយគត់ដើម្បីប្រាប់ឱ្យប្រាកដថា បន្ទាត់ណាមួយនឹងត្រឹមត្រូវជាងគឺត្រូវមើលការអត់ឱនរបស់អ្នកផលិតអ្នកគ្រប់គ្រងផ្នែកវិស្វកម្មដែលអ្នកគ្រោងនឹងទិញ។ |

